仓储手持数据移动终端

现代仓储管理的得力助手
在当今快速发展的物流与仓储行业中,仓储手持数据移动终端正发挥着日益重要的作用,它作为一种集成了多种先进技术的便携式设备,为仓储管理带来了前所未有的便捷性、准确性和高效性。
一、功能特点
| 功能 | 描述 |
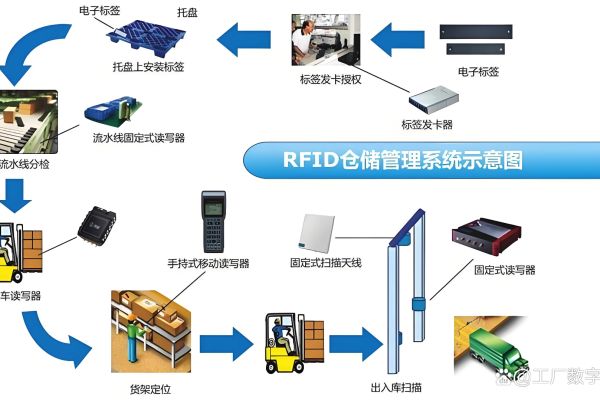
| 数据采集 | 通过扫描条形码、二维码或 RFID 标签等方式,快速准确地采集货物的各类信息,如名称、规格、批次、数量等,大大减少了人工录入数据的工作量和错误率。 |
| 库存管理 | 实时更新库存信息,包括入库、出库、盘点等操作,工作人员可随时查询货物的库存状态,确保库存数据的准确性和及时性,避免库存积压或缺货现象的发生。 |
| 订单处理 | 接收并处理来自管理系统的订单指令,指导仓库人员进行货物的拣选、包装和发货等操作,提高订单处理的效率和准确性,加快货物的流转速度。 |
| 数据传输 | 能够将采集到的数据即时传输至后台管理系统,实现数据的实时共享和交互,使管理层可以及时掌握仓储运营情况,做出科学的决策。 |
| 便携性与耐用性 | 设计轻巧便携,方便仓库人员在不同区域灵活操作,同时具备良好的抗摔、防尘、防水性能,适应复杂的仓储环境,确保设备的稳定运行。 |
二、应用场景
1、入库环节
当货物到达仓库时,使用手持数据移动终端扫描货物的运输标签或条码,系统自动识别货物信息,并与采购订单进行匹配验证,验证无误后,工作人员按照系统提示将货物存放到指定位置,手持终端同步更新库存信息,完成入库操作,这一过程不仅提高了入库效率,还保证了入库数据的准确性。
2、库存盘点
定期或不定期进行库存盘点时,仓库人员手持移动终端,按照系统生成的盘点清单逐一扫描货物条码,系统自动记录实际库存数量,并与系统库存数据进行对比分析,对于差异部分,可及时进行核实和调整,确保账实相符,相比传统的手工盘点方式,大大提高了盘点效率和准确性,节省了时间和人力成本。
3、货物拣选与出库
根据订单需求,手持数据移动终端接收拣选任务指令,显示所需货物的位置、数量等信息,工作人员按照指示前往相应货位,扫描货物条码进行验证,确认无误后将货物拣选出来,并进行打包处理,在出库环节,再次扫描货物条码,完成出库操作,系统自动扣减库存数量,并更新订单状态,整个过程实现了精准的货物拣选和高效的出库作业,减少了人为错误的发生。
三、优势
1、提高工作效率
手持数据移动终端的应用极大地简化了仓储操作流程,减少了人工干预和纸质单据的使用,使各项任务能够更加快速、流畅地完成,在货物出入库过程中,原本需要人工核对、登记多个信息的操作,现在只需通过扫描条码即可瞬间完成,大大缩短了操作时间,提高了整体工作效率。
2、降低错误率
由于数据采集和传输的自动化程度高,避免了人工录入数据时可能出现的笔误、看错等问题,从而显著降低了仓储管理中的错误率,准确的数据有助于企业更好地控制库存成本、优化供应链管理,提高客户满意度。
3、增强库存管理精度
实时的数据采集和库存更新功能让企业能够精确掌握库存动态,及时发现库存异常情况,如库存短缺、积压、过期等,并采取相应的措施加以解决,这有助于企业合理规划采购计划、生产计划和销售策略,提高资金周转率和经济效益。
4、提升员工工作体验
手持数据移动终端操作简单易懂,界面友好直观,减轻了员工的工作负担和压力,其便携性和灵活性也使得员工在工作过程中更加自由、舒适,提高了员工的工作积极性和工作效率。
四、发展趋势
随着物联网、大数据、人工智能等技术的不断发展和应用,仓储手持数据移动终端也将不断升级和完善,它将具备更强大的计算能力、更高的数据处理速度、更精准的定位功能以及更智能的数据分析能力,通过与智能仓储系统的深度融合,实现货物的自动识别、自动分拣和自动搬运等功能;利用大数据分析技术对仓储数据进行深度挖掘和分析,为企业提供更精准的市场预测、库存优化建议和供应链决策支持等服务。
相关问答 FAQs
问题 1:仓储手持数据移动终端的电池续航能力如何保障?
答:仓储手持数据移动终端通常采用大容量锂电池供电,以满足长时间连续工作的需求,一些设备还具备智能省电模式,在不操作或低电量时自动进入休眠状态,降低功耗,部分终端支持快速充电功能,能够在较短时间内充满电,确保设备的正常使用,企业也可以根据实际工作情况配备备用电池或充电设备,进一步保障电池续航能力。
问题 2:手持数据移动终端在恶劣环境下的使用可靠性如何?
答:仓储环境往往存在灰尘、潮湿、高温、低温、震动等多种恶劣条件,但手持数据移动终端在设计上充分考虑了这些因素,具备良好的防护性能,其外壳一般采用高强度工程塑料或金属材质,具有抗摔、防尘、防水、防震等功能;内部电子元件经过特殊处理和封装,能够在较宽的温度范围内正常工作,一些高端设备还通过了严格的工业标准认证,如 IP65/IP67 防护等级认证等,确保在恶劣环境下依然能够稳定可靠地运行,满足仓储工作的长期使用需求。



热门文章
-
云服务器在搭建实时报警平台中扮演什么角色?
2024-10-04 -

MySQL存储过程的高效使用与编写指南,如何优化C语言中的MySQL存储过程?
2025-03-08 -

为什么服务器在技术世界中如此受到青睐?
2024-10-08 -

微信中拉黑某人后,其头像显示状态会有什么变化?
2024-11-12 -

QQ资料卡为何显示为空?原因何在?
2024-11-11 -

配件网站模板_网站模板设置
2024-06-23 -

如何轻松租用云服务器,关键步骤和技巧指南
2024-09-22 -

如何检查网络连接状态以确保设备已连接到互联网?
2025-03-01