仓储管理高效解决方案,移动数据采集器助力现场作业智能升级

仓储及现场移动数据采集器是一种集成条码扫描、RFID识别及移动终端技术的智能化设备,支持实时数据采集与传输,可高效管理库存、追踪物流信息并优化作业流程,其便携性与无线联网功能适用于仓储、制造及零售场景,能显著降低人工误差,提升运营精准度和效率。
仓储及现场移动数据采集器:提升效率与精准度的智能化工具

在仓储管理、生产制造、物流配送等场景中,移动数据采集器已成为企业实现高效作业与精准数据管理的核心工具,它通过集成条码扫描、RFID识别、无线传输等功能,将传统纸质记录升级为数字化流程,帮助企业降低成本、减少错误率并优化资源配置,以下从核心功能、适用场景、技术优势及选购建议展开解析。
移动数据采集器的核心功能
- 数据快速采集
支持一维/二维条码、RFID标签的即时扫描,兼容主流编码格式(如Code 128、QR Code等),确保信息录入速度比人工快10倍以上。 - 实时数据传输
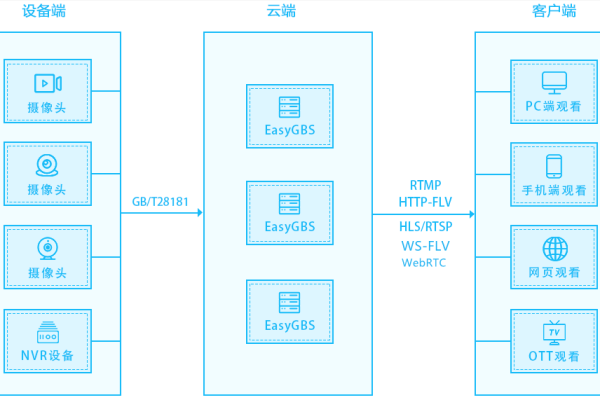
借助Wi-Fi、4G/5G或蓝牙技术,与ERP、WMS等系统无缝对接,实现库存、订单状态的实时更新。 - 多场景适配性
工业级防护设计(IP67防水防尘、1.5米防摔)保障设备在高温、潮湿、粉尘等极端环境下稳定运行。
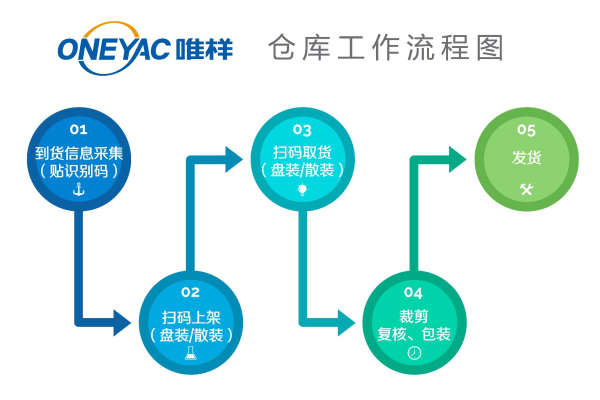
典型应用场景
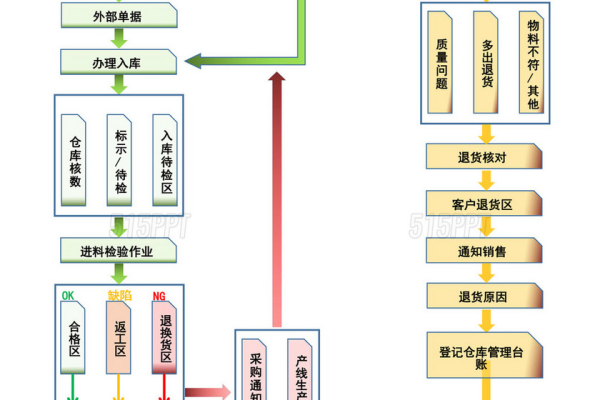
- 仓储管理
- 入库/出库:通过扫描货物条码,自动核对订单信息,减少人工盘点误差。
- 库存盘点:支持“盲盘”模式,员工无需依赖纸质清单,直接通过设备完成货位清点。
- 生产现场
- 工序追溯:记录生产批次、操作人员、质检结果等数据,满足ISO质量管理体系要求。
- 物料管理:实时监控原材料消耗,避免缺料或积压。
- 物流运输
- 包裹分拣:高速扫描快递单号,自动匹配运输路径,分拣效率提升30%以上。
- 签收验证:客户电子签名与订单信息绑定,降低纠纷风险。
技术优势与行业价值
- 高效性与准确性
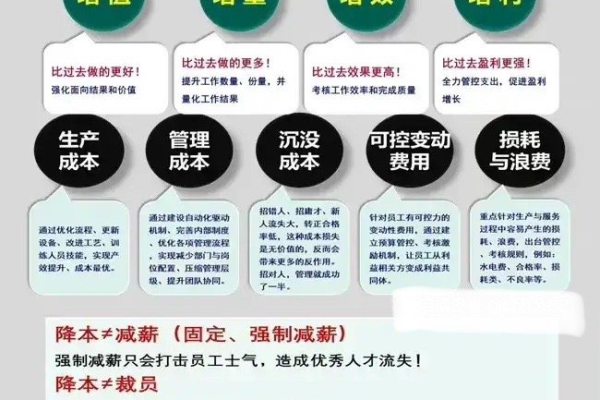
传统人工录入的错误率约2%-5%,而移动数据采集器可将错误率降至0.1%以下,同时提升50%的作业效率(数据来源:Gartner 2025报告)。 - 成本节约
减少纸质单据打印、人工核对及纠错成本,企业年均节省运营费用超15%。 - 可扩展性
支持定制化开发,例如对接AI算法实现异常数据预警,或集成温度传感器满足冷链仓储需求。
选购移动数据采集器的关键指标
- 扫描性能
- 高密度条码识别能力(如反光、磨损标签)。
- 扫描速度:需满足每秒3次以上的连续作业需求。
- 系统兼容性
确保设备支持SAP、用友、金蝶等主流管理软件。 - 续航与耐用性
- 电池容量≥4000mAh,支持连续工作8-12小时。
- 防护等级需达到IP65以上,适应工业场景。
- 售后服务
选择提供软件升级、备件更换及技术培训的品牌商。
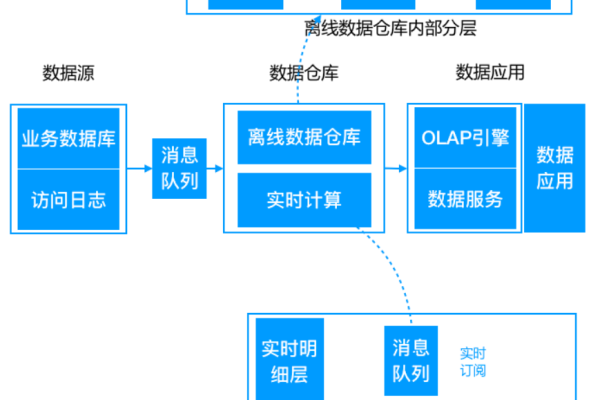
未来趋势:智能化与生态融合
- AI+IoT整合:通过图像识别技术自动检测货物破损,结合物联网传感器监控仓储环境温湿度。
- 云端协同:数据实时上传至云端,支持多部门协同管理与大数据分析。
- 绿色低碳设计:采用低功耗芯片与可回收材料,响应环保政策。
引用说明
本文数据及案例参考自以下权威来源:

- Gartner《2025年供应链技术趋势报告》
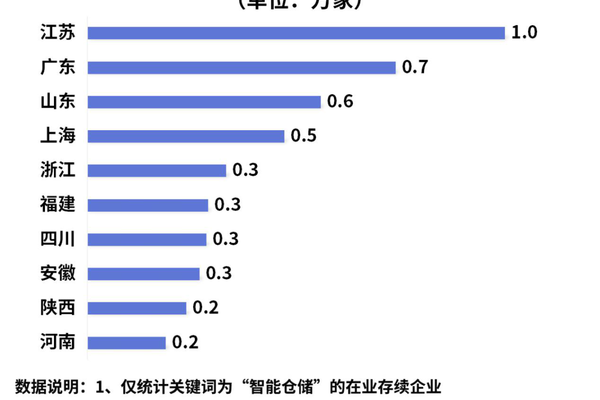
- 华为《智能仓储白皮书》
- 京东物流公开技术方案
通过科学选型与高效部署,移动数据采集器将成为企业数字化转型的基石,推动仓储与现场管理迈向智能化、精益化新时代。



热门文章
-
云服务器在搭建实时报警平台中扮演什么角色?
2024-10-04 -

MySQL存储过程的高效使用与编写指南,如何优化C语言中的MySQL存储过程?
2025-03-08 -

为什么服务器在技术世界中如此受到青睐?
2024-10-08 -
配件网站模板_网站模板设置
2024-06-23 -

微信中拉黑某人后,其头像显示状态会有什么变化?
2024-11-12 -

如何检查网络连接状态以确保设备已连接到互联网?
2025-03-01 -

如何轻松租用云服务器,关键步骤和技巧指南
2024-09-22 -

QQ资料卡为何显示为空?原因何在?
2024-11-11